Work done
The project began with Fabwell conducting a feasibility study to understand how the furnace functioned as well as its dimensions; the internal surface contours and space constraints; the issues with the current cladding; the method of attachment and material used; the temperature range; as well as the properties and behaviour of materials that could be used of the cladding etc., before a suitable design, development and implementation strategy could be identified (BEIS guidelines paragraphs 27b, 31g and 36).
As part of this process, Fabwell trialled a number of different alloys based on the temperature range and desired durability in order to determine which would be best suited for this application, bearing in mind the strict safety measures that the company had already put in place. These included basic 18-8 Ni -Cr stainless steel to more exotic materials. They eventually chose a special hot face cladding nickel alloy 600 & 601 that would be combined with fibre insulation. It was essential that the fibre and cladding were retained independently.
Using the knowledge acquired as a foundation and following a critical assessment, a detailed project plan was created to monitor progress and task execution. Fabwell subsequently undertook an iterative design exercise using CAD software, exploring a number of possible configurations for the new cladding and means to secure it to the inner wall of the furnace. CNC programmes were developed as well as exploring machine tool paths, material speeds and feeds in order to determine the most viable approach. In parallel, special jigs and fixtures were designed to support the manufacture.
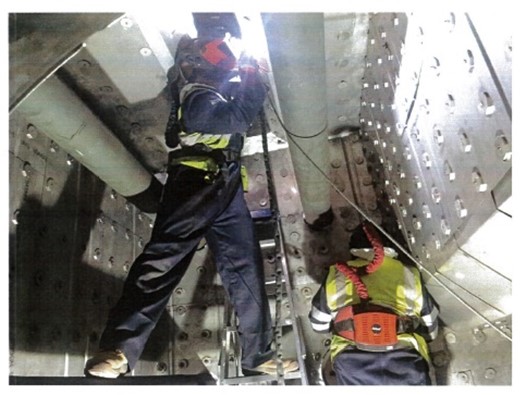
A bespoke fixing arrangement was developed using a combination of welding and screws. Two location points were created in order to retain the insulation and cladding independently. This was to avoid the risk of total failure should the hot face cladding fail. Photos of the new furnace cladding that was developed and installed are shown below.