Work done
Fabwell embarked on a comprehensive research and development programme to address the technological issues. The project commenced with a feasibility study where Fabwell sought to gain a better understanding of the casting process and the stages involved; the new turbine blade design and it complex geometry; the pour temperature and pour weight of the molten metal; the material properties and behaviour etc., before a suitable design, development and implementation strategy could be identified (BEIS guidelines paragraphs 27b, 31g and 36).
Using the knowledge obtained as a foundation and following a critical assessment, a technical scoping exercise was conducted for the creation of the investment container fixtures along with the creation of a project plan as to how it would be achieved. Due to the complex shape of the container, an iterative design exercise had to be conducted. As part of this process, a number of simulations on CAD software were run including stress analysis. In parallel, several possible materials were explored to determine which would be best for this application. Following numerous trials, 253MA stainless steel was chosen as the material that would best meet the requirements.
Different welding techniques to create the main body of the investment container were explored with tungsten inert gas shielding (TIG) eventually chosen for this fabrication. The base was a very important design feature, for which Fabwell welded 2 rings in a loose manner, one above and one below the base to allow the base some degree of movement during the long cycles and the high temperature it would be exposed to.
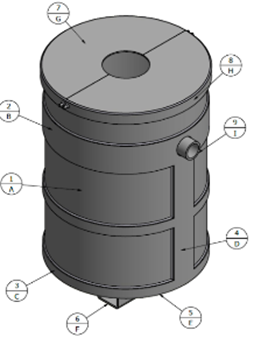
Fabwell did not want permanent distortion occurring as this could potentially leave the fixture unsteady and unsafe. The final design for the investment container consisted of having a split lid to hold the casting mould and thus prevent spillage. A small amount of CNC machining was required for creating the spigots on the lid. Photos of the investment container are shown below.