Work done
The project began with Fabwell conducting a feasibility study to understand how the vacuum furnace functioned as well as its dimensions and space constraints within; the temperature and heat treatment process; the properties and behaviour of materials that could be used; the size, geometry and weight of the various tanker components etc.; before a suitable design, development and implementation strategy was identified. As part of this process, Fabwell trialled a number of different alloys in the furnace based on the temperature range specified by the customer in order to determine which would be best suited for this application and eventually chose Inconel 600 (BEIS guidelines paragraphs 27b, 31g and 36).
A detailed project plan was created to monitor progress and task execution. Fabwell subsequently undertook an iterative design exercise with the aid of CAD software, exploring a number of configurations for the survey frame and holding fixture.
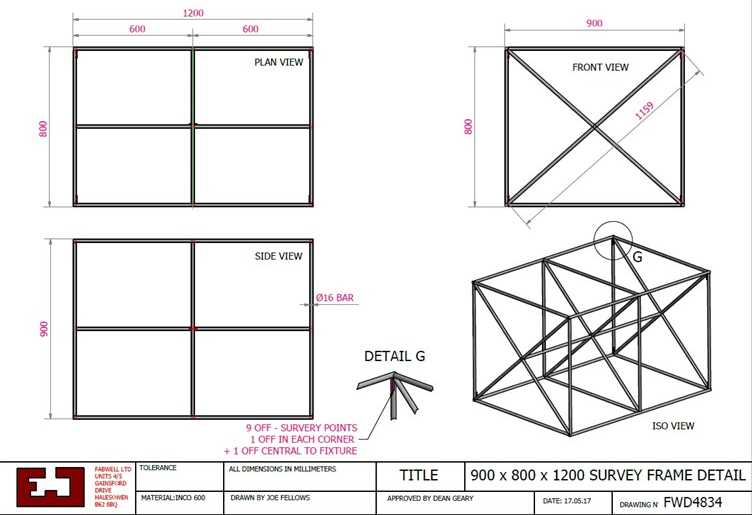
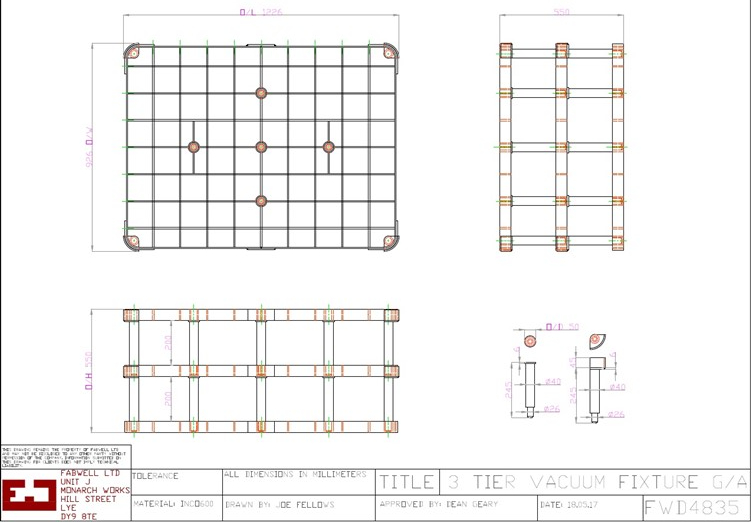
The survey frame was made from Ø16mm Inconel following which a suitable welding technique was chosen after a number of trials to enable the frame parts to be joined. A special location point was designed at each extremity of the survey frame to enable thermocouples to be fitted ready for testing. A structurally sound holding fixture was manufactured from laser cut material to a tolerance of +/-0.2mm.The holding fixture consisted of 3 layers in order to accommodate the different tanker components, with each layer separated by pins. The heavier components were placed on the bottom most layer. Furthermore, a series of baskets had to be created to hold the very smallest of components. The drawings for the survey frame and fixture are shown below in figs 3 and 4 respectively.