Work done
The project commenced with an assessment to review the furnace operation, its dimensions and space constraints; the temperature and heat treatment process; the issues relating to the existing fixture design; the size and geometric complexity of the engine casing; as well as the properties and behaviour of the material for constructing the fixture etc.; so that a suitable design, development and implementation strategy could be identified. As part of this process, Fabwell travelled to the customer site to take measurements of the engine casing and of the furnace interior (BEIS guidelines paragraphs 27b, 31g and 36).
Based on the knowledge gained and following a critical assessment, a technical scoping exercise was conducted for the new fixture along with creating a detailed technical road map on how the project was to be executed.
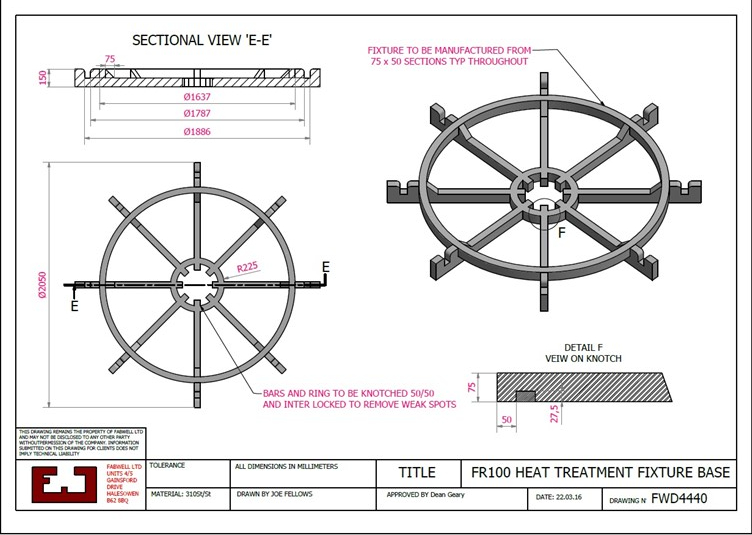
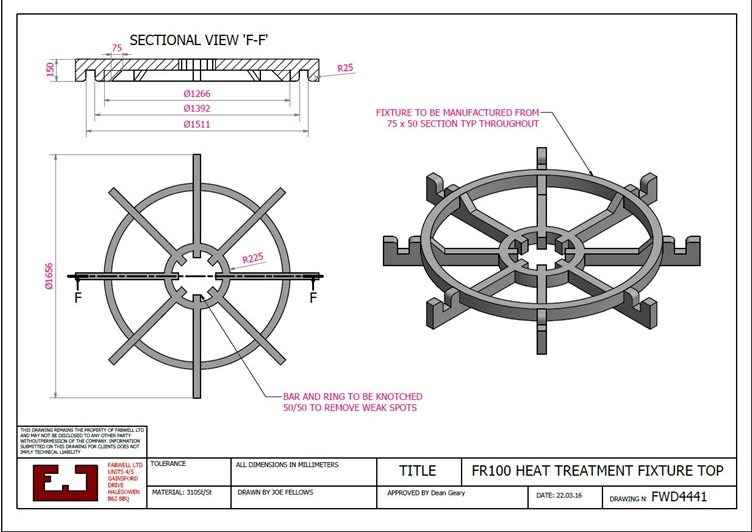
Fabwell subsequently undertook an iterative design exercise with the aid of CAD software to explore a number of possible configurations for the bespoke fixture. The two part fixture was machined from solid 310 stainless steel to a tolerance of +/- 2mm with special cut-outs created on the bottom section to allow the engine casing to be positioned and fixed. The combined weight of both sections was around 2000kg.
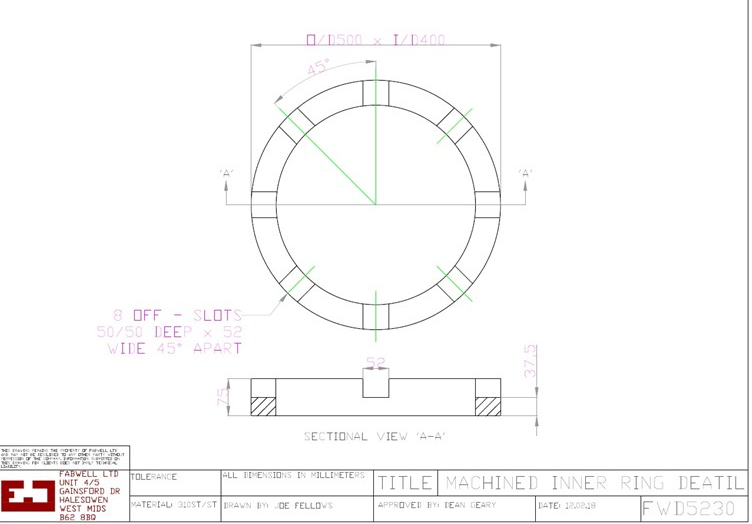
Furthermore, a special ring was designed and machined to enhance the strength of the fixture and hence counter the issues faced with the previous fixture design, whereby special ribs that had been welded, broke during the heat treatment. A second removable ring was also created to help position the various 50mm sections or legs of the casing such that they converged on a central point without having to be joined together as was the case previously. Drawings of the fixture are shown below in figs 2, 3 and 4.