Work done
The project commenced with a feasibility study where Fabwell sought to understand how the chrome evaporator functioned as well as its size, dimensions and the space constraints; the issues with the current version and the operating conditions; the properties and behaviour of materials that would be used on the new version etc., before a suitable design, development and implementation strategy could be identified (BEIS guidelines paragraphs 27b, 31g and 36).
Using the knowledge acquired as a foundation and following a critical assessment, a technical scoping exercise was conducted for creating the components of the chrome evaporator together with a detailed project plan for monitoring progress and task execution at each stage. Fabwell subsequently undertook an iterative design exercise using CAD software, exploring a number of design configurations for the parts that were needed. Furthermore, special support jigs were designed and machined to support manufacture.
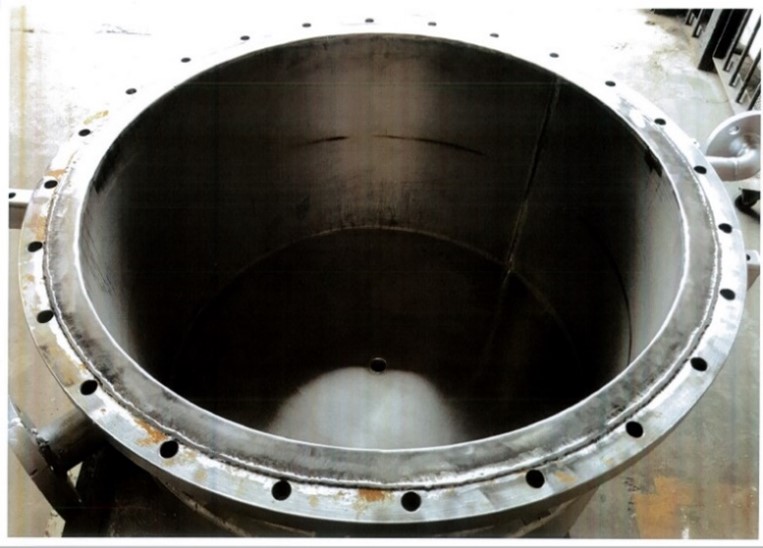
A number of CNC machining strategies were explored to determine the most ideal tool paths, material feeds and speeds. In parallel, potential methods to weld the two different materials as effectively as possible were explored with arc welding being chosen as the best option. Furthermore, a suitable method of stress relieving each of the components post machining was conducted as it was imperative that any stresses induced during manufacture were removed, to achieve structural stability on assembly with no warping or distortion. Special troughs were developed around the welded joint to minimise the effect of oxidation on the welds. Photos of the new chrome evaporator are shown below while drawings of the parts can be found in appendix 2.